PP for Production of Spunbond and Meltblown Nonwovens
- Updated on September 6, 2021
Polypropylene is currently the most commonly used raw material and the most important raw material of polymer fiber. Nearly 94% of the raw materials used for spunbond and meltblown fabrics in China are polypropylene. According to USA statistics, the application of polypropylene fibers in non-woven fabrics is becoming more and more extensive. Polyester and viscose fibers have been largely replaced. In the fields of medical treatment, hygiene and health care, the application of polypropylene non-woven fabrics accounts for 50% of the total nonwoven fabrics.

Two Major Differences
The first is its low hygroscopicity, which makes polypropylene fibers excellent stain-resistant and almost the same dry and wet characteristics;
The second is that it has the smallest density of all fibers, which makes it better coverage under the same weight conditions.
Basic Properties of Polypropylene Fiber
- Very low density (0.91g / cm3);
- Low water content (less than 0.1%);
- Good chemical resistance (acid, alkali, solvent);
- Anti-mildew, anti-corrosion, anti-moth, antibacterial;
- Good thermal insulation, heat preservation and insulation performance;
- High stiffness and good tensile strength (4.5 ~ 7.5 cN / dtex);
- Good fatigue resistance and wear resistance;
- Good hydrolytic stability;
- The stock solution has good dyeing ability (broad dyeing spectrum);
- Temperature resistance is 120 ℃, melting point is 165 ℃;
- Easy to recycle.
The hydrocarbon structure of polypropylene fibers (that is, lack of any polarity) makes it highly water-repellent, thus preventing contamination caused by polar materials. For non-woven fabrics, this property can also be changed by proper post-finishing to give PP non-woven fabrics to be hydrophilic or with other special properties.
Polypropylene has a low melting point (165 ° C), so the web is suitable for hot-rolled bonding and consolidation. The product has been widely used as a covering material for sanitary napkins and diapers.
Due to the non-ionic chemical properties of polypropylene fibers, it is difficult to dye using common processes. Therefore, PP non-woven fabrics all adopt the melt dyeing process, that is, the color masterbatch is mixed into the raw material of the polymer chips, and the melt blending spinning dyeing is carried out. In addition to product dyeing, functional masterbatch can also be added to the melt to give the product a specific function. Under normal circumstances, the degradation phenomenon induced by light (ultraviolet UV) will cause PP nonwoven fabrics to fade, become brittle, and reduce mechanical strength. Now the method of adding anti-aging agent can be used to reduce the impact of ultraviolet rays on the product and extend the effective use time of the product.
However, it should be pointed out that PP nonwoven fabric will decompose under gamma irradiation (this is a disinfection method used in the production of hygienic materials), release a smell, change color, and become brittle. This is a problem to be noted when PP non-woven fabrics are used in the medical and health field.
Rheological properties of polypropylene
In polypropylene molding process, melt flow performance is an important indicator. Generally, the melt flow index (MFI) is used to characterize it. The larger the MFI value, the better the melt flowability. It refers to the weight of the melt flowing through a standard (diameter 2.095mm, length 8mm) capillary under standard load (2160g) in a molten state at 230 ° C for 10 minutes, the unit is g / 10min. This is a test method commonly used by enterprises at present, which is usually used to characterize the flow characteristics of raw material chips. The melt flow index is also called the melt index.
The size of the melt index (MFI) is related to the relative molecular mass of polypropylene. The average relative molecular mass of isotactic polypropylene is generally between 180,000 and 300,000. The larger the relative molecular mass, the smaller the MFI value. Due to the different types of resins and molding methods, the melt index of the selected resin varies greatly.
In the production of spunbond nonwovens, since continuous spinning, drawing, and laying, and high-speed spinning are required to produce fine denier fibers, the melt index required is generally 30-40g / 10min.
The MFI value of resins for other uses or processes is slightly different from that of spunbond spinning resins. For example, the MFl value of resins for film splitting fibers is generally 4-7g / 10min; the MFI value of resins for long and short fibers is generally in the range of 14-20g / min; the MFI value of fine denier filament, high-speed spinning filament and resin for cigarette filter is generally 30-40g / 10min.
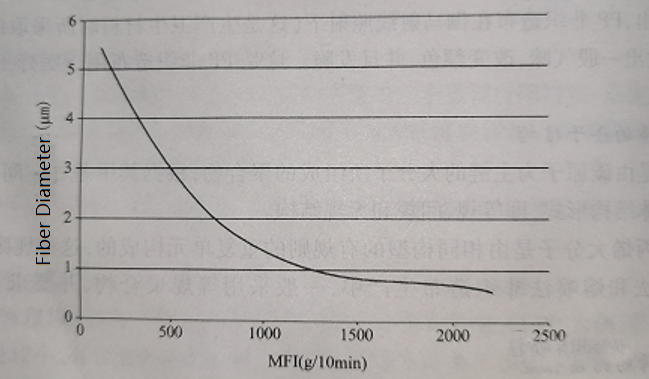
The production of melt-blown nonwoven fabrics requires resins with better flow characteristics, and the melt index is generally between 400 and 1500 g / 10 min. Generally, the higher the melt flow rate and the lower the viscosity of the melt, the easier it is to draw into finer fibers, and the single fiber strength will be smaller. If higher strength fibers are required, resins with lower melt flow rates should be used.
The main factors affecting the strength of the nonwoven fabric include the diameter of fiber, the uniformity of the web and the consolidation conditions. Therefore, the flow rate of resin has a certain influence on the strength of the nonwoven fabric, but the influence is not too great.
The normal stress difference generated when the melt flows in the capillary pores causes the oriented molecules to have a tendency to swell at the outlet. This swelling effect depends on the size of the capillary pores, especially the aspect ratio (L / D) of the pores, which decreases as the (L / D) value increases and the average shear rate gradient of the capillary pores decreases; As the melt temperature decreases, the relaxation effect slows down and the viscous damping increases, causing the extrusion swell effect to become significant. The soft molecular chain structure of polypropylene makes it impossible to ignore this export expansion behavior during processing. This is a factor to be considered when designing the distance between the holes of the spinneret and the aspect ratio of the spinneret.
Spinnability of polypropylene
Spinnability is an important application characteristic that measures the difficulty of spinning high polymer raw materials into fine fibers. It refers to the continuous flow of melts in the fine flow of the melt after the nozzle is sprayed out of the spinneret. The properties related to the spinnability of polymer raw materials are mainly divided into two categories: physical properties and chemical properties.
The physical properties of raw materials mainly refer to melting point, softening point, glass transition temperature, shear viscosity, tensile viscosity, crystallinity, moisture content, impurity content, etc.
The chemical properties of raw materials mainly refer to molecular structure, molecular weight, molecular weight distribution, stability and so on. The physical and chemical properties of the polymer raw materials have an important influence on the spinnability of the melt. Taking PP as an example, the molecular structure is required to be isotactic, the molecular weight is small, and the melt index is suitable (spunbond method and melt blowing method are different), the molecular weight distribution width is less than 4, the relative molecular mass distribution of the polymer depends on the type of catalyst and the polymerization process conditions. Moisture content is less than 500m/kg, impurity content is less than 250m / kg, etc.
When the spinnability of the polymer is poor, the performances are as follows:
- the temperature of the spinning melt fluctuates,
- the melt pressure goes too high,
- the melt is dripping,
- it’s unable to withstand high-speed drawing,
- the fiber is prone to break,
- it tends to degrade,
- it has more monomer,
- the smoke is large,
- the filter screen and spinneret have a short running time which is prone to shut down.
The glass transition temperature of polypropylene is -35 ~ 10 ℃, which varies according to different sample purity, test methods and conditions. The melting point of polypropylene is related to isotacticity. Generally, the melting point of polypropylene is 164-170 ° C, the melting point of pure isotactic polypropylene is 176 ° C, and the spinning temperature needs to be controlled above the melting point. The specific melt temperature is related to the raw material MFI, spinning process and machine type. The same raw material is used on different machine types. The temperature of the melt can differ by tens of degrees. During the spinning process, as the MFI value of polypropylene increases, the relative molecular mass decreases, and the spinning temperature will decrease accordingly.
It should be pointed out that due to the higher melt viscosity of polypropylene, if the spinning temperature is lower, it is easier to cause the orientation and crystallization at the same time, and form a highly ordered monoclinic crystal structure; at a high spinning temperature, due to the greater fluidity before crystallization occurs, the pre-orientation degree of the as-spun fiber is low, and an unstable butterfly-like liquid structure is formed, which can achieve a higher multiple stretching, thereby obtaining high strength fiber.
In recent years, due to the development of metallocene catalysts, the production and application of isotactic polypropylene with metallocene-catalyzed homogeneous polymerization can produce polymers with a narrower molecular mass distribution and improved homogeneity. Metallocene-catalyzed polypropylene has excellent rheological properties. It has a larger flow rate at normal spinning temperature, reduces the spinning pressure, and extrudes thinner filaments, which can be compared with ordinary raw materials to produce monofilament fibers with smaller denier and non-woven fabrics with lower basis weight. The metallocene catalytic polymer raw material has good effects in improving the uniformity and coverage of the product, improving the feel, and saving energy, etc. It is an important raw material for the production of fine denier fibers. The following table shows the comparison of performance between metallocene polypropylene and conventional polypropylene.
| Melt Point (°C) | Mw/Mn | |
| Metallocene PP | 147-158 | 2.0 |
| Conventional PP | 160-165 | 5-10 |
The metallocene complex catalyst can adjust the melting point of polypropylene between 130 and 170 ° C, which is about 15 ° C lower than that of conventional polypropylene, so that during the polymerization process, the polymer can be easily fused with a lower melting point matrix such as polypropylene layering of copolymers, polyethylene, etc. At the same time, it can reduce the residue rate and improve productivity, and shows excellent resistance to oxidation and fracture during repeated extrusion.
Requirements on the raw material for spunbond and melt blown polypropylene chips
In the polypropylene spinning process, different grades of raw materials are often used, and their spinnability will vary greatly, such as the length of the spinneret’s use life, the rate of broken filaments, and the uniformity of the fibers. This is often caused by impurities contained in the resin.
Impurities in resins can be divided into inorganic impurities and organic impurities. Inorganic impurities include foreign impurities and impurities within the resin. The former comes from the impurities brought into the production environment, storage, transportation and use of resin chips; the latter mainly comes from catalysts and various additives, such as color masterbatch, flame retardant masterbatch, etc. Inorganic impurities contain titanium, aluminum, silicon, iron, sodium, etc. Some people think that sodium is the main component that affects filtration performance.
The organic impurities may be some extremely high molecular weight (over 1 million) and branched oligomerized high melting point foreign bodies, which are related to the crystal points, fish eyes or gel particles on the resin index. In the melt spinning process, a small part of these impurities with larger particle size is filtered by the filter medium, and a part of the impurities with smaller particle size can remain in the primary fiber through the gap of the filter medium.
Excessively high impurity content can easily lead to clogging of the filter screen in the spinning assembly, and the melt pressure rises too fast, especially when the ash content is high and the gel particles are large and many, which is more serious. Therefore, it is often necessary to replace the filter screen frequently, otherwise it will easily cause melt pressure fluctuation, melt leakage, breakdown of the filter screen, and shorten the service life of the components. Therefore, the content of impurities in polypropylene chips should be limited to 0.025 to ensure the continuous spinning process.
Because polypropylene does not contain hydrophilic groups in the molecule, and the hydrolysis rate is slow, the moisture content of chips is not high. It is only required that it does not affect the spinnability and does not generate bubbles during forming. However, due to the fast spinning speed of the spunbond process, the moisture content in the chips is required to be lower, generally within 0.05%.
Commonly used polypropylene chips for spunbond and melt blown
The raw material of polypropylene chips used in the melt spinning web is spinning grade polypropylene (PP) chips, and their specific properties are as follows.
- (1) Melt index (MFI): 25-40 g / 10min for the spunbond method and 400-1500 g / 10min for the melt-blown method.
- (2) Relative molecular mass distribution width (Mw / Mn): <4 ~ 5.
- (3) Melting point: 164 ~ 170 ℃ (the melting point of pure isotactic polypropylene is 176 ℃).
- (4) Density: 0.91g / cm3.
- (5) Isoregularity: not less than 96%.
- (6) Ash content: not more than 0.025% by weight.
- (7) Moisture content: not more than 0.05% by weight.
- (8) Smooth appearance, uniform particle size, no continuous particle phenomenon.
Selection of raw materials
The raw materials used in the production line are related to the market positioning of the product and the use of the product. When manufacturing products for the low-end market, in order to reduce production costs, inferior raw materials can be used and vice versa.
Most of the spunbond nonwovens production lines use granular polypropylene (PP) chips, but there are also quite a few small production lines that use powdered PP raw materials, and some production lines use recycled polypropylene raw materials. In addition to granular raw materials, melt-blown nonwovens production lines may also use spherical granular raw materials.
The price of the chip is directly related to its MFI value. Generally, the larger the MFI value, the higher the price. Therefore, we must comprehensively consider the production process, equipment characteristics, product use, product sales price, production cost and other factors to select the raw materials used.
Leave us a comment below for a further discussion or contact us for further clarification.