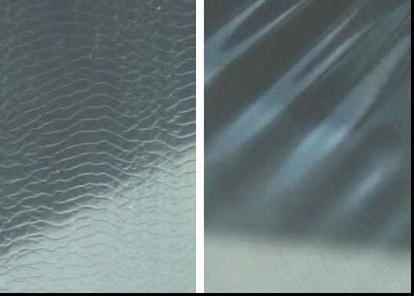
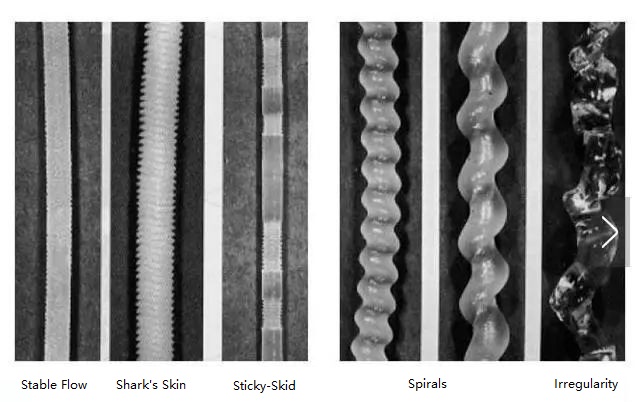
Melt rupture/fracture is one of the elastic phenomena of polymer melts, which means that when the polymer melt is extruded from the die through the runner, if the shear rate is greater than a certain limit value, unstable flow is often generated, and the surface of the extrudate is unstable. The results might be irregularities or the appearance of bamboo, spiral and other distortions, as well as fragmentation and fracture.
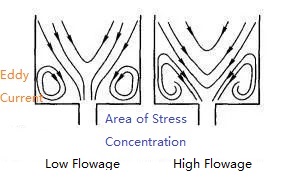
The reason for melt fracture is that when the material flows into the die, due to the excessive shear rate, the flow velocity is too large, and the parallel flow cannot be formed, but an unstable flow is formed instead.
Or because the melt viscosity is too high and the internal stress relaxation time is too long, the elastic strain exhibited by each point of the melt is different, so that the extrudate is distorted or fractured during the elastic recovery process.
In addition, melt fracture can also occur when the angle of flow into the die is not appropriate or the die flow path has a dead angle.