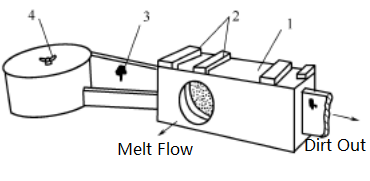
The breaker plate of the extruder is literally called multi-hole plate. It is arranged in the transition area between the screw head and the die, and a filter screen is placed on the breaker plate. Its function includes: 1. To change the melt flow from rotary motion to linear motion; 2. To prevent unmelted particles from entering the mold and filter out impurities; 3. To increase the melt pressure of the extruder head, make the product compact, further uniform plasticization, and improve the plasticization quality. However, when extruding materials with high viscosity and poor thermal stability (such as PVC), filters are normally not used, or even breaker plates are not used. The distance between breaker plate and the screw tips should not be too large, otherwise it will easily cause material accumulation and decompose the heat-sensitive plastics; if the distance is too small, the material flow will be unstable, which is not good for the quality of the product. So the distance recommended is 0.1D (D is the diameter of the screw).
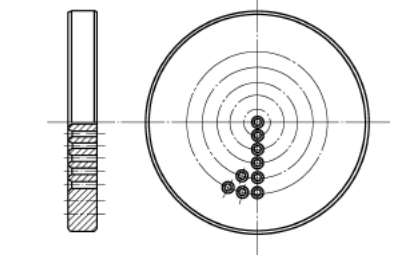
There are many different forms of breaker plate, and the most used one is flat plate-shaped as shown below, which has a simple structure and is convenient to manufacture. In order to make the flow rate of the material consistent after passing through the dividing plate, the distribution of the holes is often sparse in the middle and dense in the sides. The size of the holes is usually uniform, but there are also different ones. Sometimes the holes in the middle are sparse and large in diameter, so that the resistance in the middle is not too large, so as to avoid the thermal decomposition of the material due to the long residence time.
The size of the hole and the thickness of the plate increase with the increase of the diameter of the screw. The diameter of the hole is generally 2 to 7 mm, and the total area of the hole is usually 30% to 70% of the total area of the breaker plate. The thickness is also determined by the size of the extruder and the size of the pressure it bears, generally about 1/3 to 1/5 of the inner diameter of the barrel. The arrangement of holes is mostly concentric circles, and there are also hexagonal arrangements.