
Twin Screw Compounding Extruder
The twin screw here refers to the screws with the same diameter from the screw spline to the screw tip. It's different from "conical twin screw extruder". So we define it as "Parallel Rotating Extruder".
As per the rotation of extruder screw, we have co-rotating extruder and counter-rotating extruder.
Twin screw extruder with co-rotating is among the most popular kinds of polymer process machines and equipments. The two screws rotate in the same direction. It's widely applicable for most kinds of polymer processings such as color masterbatches, mineral filling, glass fiber reinforcing, carbon black colored masterbatches, engineering plastics, degradable bioplastics and reactive compounding.
The extruder with twin screw rotating in counter direction, in most cases, is used for compounding PET (Polyethylene Terephthalate). PET is a pro-water polymer. With the help of double vacuum degassing, a reasonable ppm (parts per million) moisture contained can be got rid of without a pre-drying step which is a conventional stage in the PET process industry.
It's also called as twin screw compounder. The polymers in the extruder are conveyed, melted, dispersed and extruded by the intermeshed rotating twin screws. During this process the additives of anti-ageing agent, stablizer agent, reinforcing fiber, color pigment, organic or inorganic fillings are uniformly dispersed and distributed through physical compounding or chemical reactive combination.

| Model |
Screw Diameter mm (in) |
L/D Ratio | RPM |
Motor Power kW (Hp) |
Torque N·m |
Capacity kg/h (lbs/hr) |
| TSE-20 | 22 (0.87) | 32-48 | 600 | 3 (4) | 23 | 1-2 (2.2-4.4) |
| TSE-35 | 35.6 (1.40) | 32-60 | 600 | 18.5 (25) | 140 | 20-55 (44-120) |
| TSE-52 | 51.4 (2.02) | 32-64 | 600 | 55 (74) | 415 | 120-200 (260-440) |
| TSE-65 | 62.4 (2.46) | 32-64 | 500-600 | 90-110 (120-148) | 675 | 200-350 (440-770) |
| TSE-75 | 71 (2.80) | 32-64 | 500-600 | 132-160 (177-215) | 1005 | 300-700 (660-1500) |
| TSE-95 | 93 (3.66) | 32-60 | 500-600 | 250-315 (335-422) | 2365 | 500-1200 (1.1-2.6k) |
| TSE-135 | 133 (5.24) | 32-52 | 400-500 | 550 (738) | 6190 | 1.6-2.5k (3.5-5.5k) |
Typical Applications
1. Master Batches
- Carbon Black Masterbatches
- Color Masterbatches
- Flame Retardant Masterbatches
- Bio-degradable Masterbatches
- Other Funtional Masterbatches
2. Filling and Compounding
- CaCO3 (Calcium Carbonate), Talc Powder, TiO2 (Titanium Dioxide), BaSO4 (Barium Sulfate)
- Wood Fiber and Botanical Fiber
- Magnetic Powder, Ceramics, Iron Powder
3. Reinforcing and Compounding
- Short Fiber Glass
- Long Fiber Glass
- Carbon Fiber
4. Mixing, Compounding and Reacting
- Thermoplastics and Elastomers
- Macromolecular Polyer Alloy
The most common use of a twin screw extuder is to make granules or pellets as per the formulation. To save energy and enhance the product quality, now it is tending to act as an online equipment for direct extrusion of sheet, film, board, profile equipped with various downstream equipments.
The following is listing some most-seen applications of our twin screw extruder and extrusion line.
Extrusion Line for Cable Compounds
Cable Compounding Line and Cable Insulation Shield Compounding
Combined with a single screw extruder, this twin screw extruder can make cable compounds. This combination is called “two-stage extrusion line”. In this case, the L/D ratio of extruders will normally be smaller.

Optionally, a normal practice for cable compounds is to use a kneader instead of a twin screw extruder.

WPC Extrusion and Pelletizing Line
Extrusion Line for WPC Granules
Currently the extrusion line for WPC granulating is mainly single screw extruder and twin screw extruder. Parallel co-rotating twin screw extruder has more flexible/combinable screw profile with various L/D ratio and structure (quantity/angle of kneading block). So it can process wood powder and botanic fiber. Wood crumb containing 6-8% moisture goes into the main feeder of twin screw extruder and the beginning section gets rid of moisture and volatile. Then put the resin and additives through the side feeder. So the L/D of this kind of extruder is 44-48 or longer, 2/3 of which is targeted to remove the contaminants.
The twin screw extruder designed for this line is a little bit specific and we know how to optimize.

PET Sheet Extrusion Line
Also Applicable for PLA Sheet Extrusion
Pre-drying is no longer needed for PET sheet or film extrusion now. Our extruder features a good performance of moisture removal/dehumidifying. Meanwhile the viscosity is kept maximal.
PET sheet is of high transparency, odourlessness, high impact-resistance, good thermal forming and good recyclability. Normally it has mono-layer or three-layer structure. In the middle layer, recycled PET can be used. Outer layers are of virgin PET with anti-adhesive materials.
Prevailing raw material for the outer layers is PETG, which is modified and requires no pre-crystallization. This is a well-known G/A/G structure.
This extrusion line is applicable for PET,PP,PS,ABS,PLA (100% bio-degradable) etc.
TPE (Thermoplastic Elastomers) Extrusion
Extrusion Line for TPU (Thermoplastic Polyurethanes)
TPU is a kind of TPE.
Put melted PES into Container A and heat up to 100-120C (212-248F). De-hydrate in the vacuum condition at low mixing speed for 2-3 hours and then fill nitrogen thereafter;
Put melted MDI into Container B and heat up to 60-70C (140-158F). De-volatilize in the vacuum condition at low mixing speed for 0.5-1 hours and then fill nitrogen thereafter;
Put BDO into Container C and heat up to 30-50C (86-122F). De-volatilize in the vacuum condition at low mixing speed for 0.5-1 hours and then fill nitrogen thereafter.
To keep the feeding continuous, we need two sets of all the containers: one for vacuum process and the other for feeding.
Then all the raw materials are conveyed into our twin screw extruder for further dispersing and reacting. The process should be made under high pressure (4-7MPa or 580-1015psi) and high temperature (140-250C or 284-482F).

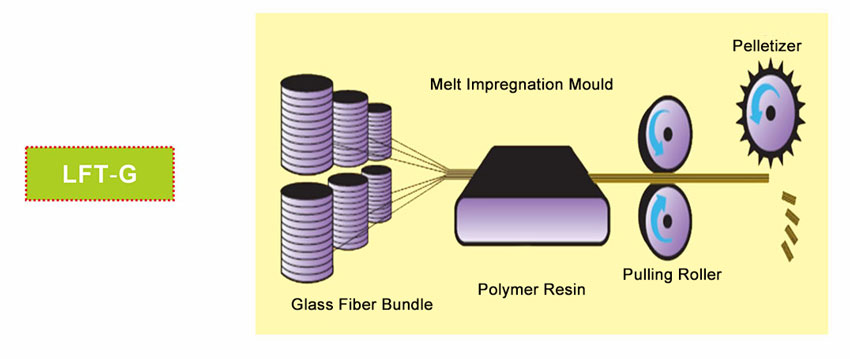
LFRT Extrusion Line
Extrusion Line of Long Fiber Reinforced Thermoplastics (LFRT or LFT)
This extrusion line is to make long fiber reinforced granules such as PP capsulated long fiber glass.
It is applicable to PP (polypropylene), PA (polyamide), PC (polycarbon), PBT (Polybutylene Terephthalate), PPS (Polyphenylene Sulfide) with glass fiber, carbon fiber or basalt fiber.

Stone Plastic Paper Extrusion Line
Extrusion Line for SPP (Stone Paper)
This kind of stone paper or synthetic paper contains 60-80% of inorganic filling such as calcium carbonate, talc, wollastonite or titanium dioxide extruded with PE or PP depending on various uses.
Compared with traditional botanic paper, this stone plastic paper has the advanges of:
- Reduction the forest destroying;
- Less waste and pollution during production;
- Special application like in-water use;
- Better performance for outdoors use;
Paper Making: extruding, calendering, stretching, cooling, surface treatment, coating, edge-cutting and winding

UHMWPE Extrusion Line
Extrusion Line for Ultra High Molecular Weight Polyethylene
UHMW-PE is referred to such kind of linear polyethylene with more than 1.5 million molecular weight and without any branch chain. It has ultra wearing-resistance and self-lubricating. It’s commonly used for bulletproof vests, non-cuttable cords and uncuttable gloves.


Latex Running Track Extrusion Line
Extrusion Line for RPC (Rubber Plastic Composite)
PR/PU pre-formed rubber runway has tri-dimensional infrastructure providing good elasticity, strength and shake-absorption. All these protect the athletes from muscle fatigue or slight injury. It is anti-skidding and has good weather-resistance since it's mostly used outdoors.
{kind=link}
{kind=link}
{kind=link}