- Home
- |
- Plastic Recycling
- |
- Waste Plastics Recycling and Extrusion Process
Waste Plastics Recycling and Extrusion Process
- Updated on January 26, 2022
Overview
The wide use of plastic products brings convenience to people's life, but the polymer materials are not easy to decompose after use, it has a certain impact on the ecological environment, resulting in "white pollution". However, we should also see that waste plastics cannot simply be considered as harmful substances. It is a resource that can be recycled.
In recent years, China's waste plastics accounts for about 15% of the total plastic consumption, and the recycled materials available account for about 50% of the waste plastics which mainly includes packaging bags, handbags, garbage bags, packaging barrels, bottles, pots, hollow containers, agricultural films, woven bags, binding ropes and other wastes. Most of these plastic wastes are made of polyethylene, polypropylene, polystyrene, polyvinyl chloride, polyester and other materials. How to turn harmful waste plastics into valuable resources has become a hot research topic at home and abroad. At present, new technologies of plastic processing and recycling of waste plastics continue to emerge. Some waste plastics are blended with wood chips and plant fibers to make decorative boards, packaging boxes, building decoration materials, plastic-wood pallets, etc. to replace wood; some waste PET beverage bottle is recycled for the intermediate composite layer in PET bottle blowing; there is also the use of waste materials to produce park fences, long chairs, fences and other products. The reuse of waste plastics is promising.
There are roughly two categories of waste plastics. One is scraps, leftovers, waste products and waste materials during mold testing by plastic processing enterprises. Such wastes are relatively clean and uniform in type, and easy to reuse. Another type of waste material comes from daily life and production. The surface of this type of wastes is dirty, usually mixed with two or more kinds of waste plastics and other substances (such as metal, glass, paper, soil, moisture, etc.) . It is difficult to process and recycle such waste plastics.
Recycling and extrusion technology has the following characteristics:
- Small investment, low recycling cost, and the output is not less than 50-100 kg/h;
- The recycling equipment can handle all thermoplastics, and the quality is high;
- The recycled wastes can be mixed and modified;
- The plastic wasted recycled can be directly extruded into finished products.
Separation and Recycling of Waste Plastics
Waste plastics are often mixed with a variety of materials, and many plastics are incompatible. For example, when PVC is mixed into PE, even if the proportion is small, the mechanical strength will be greatly reduced; if PVC is mixed with incompatible materials, the PVC product will be easy to break. Mixed waste plastics greatly affect the recycling value, so sorting/separation is a key step in plastics recycling. The compatibility of several plastics is shown in the table:
The compatibility in the table is defined to six levels from 1 to 6. 1 stands for highest compatibility and 6 for lowest.
| PS | ABS | PA | PMMA | PVC | PP | LDPE | HDPE | |
| ABS | 6 | |||||||
| PA | 5 | 6 | ||||||
| PMMA | 4 | 1 | 6 | |||||
| PVC | 6 | 3 | 6 | 1 | ||||
| PP | 6 | 6 | 6 | 6 | 6 | |||
| LDPE | 6 | 6 | 6 | 6 | 6 | 6 | ||
| HDPE | 6 | 6 | 6 | 6 | 6 | 6 | 1 | |
| PET | 5 | 5 | 5 | 6 | 6 | 6 | 6 | 6 |
To classify strictly and accurately, it is necessary to identify and separate waste plastics. There are many identification and separation methods, which is decided on the amount of waste and its impurity content.
Manual Separation
This method is suitable for the separation of waste plastics in small batches. Metal and non-metallic impurities are firstly removed, waste plastics that are severely blackened, scorched and aged have already been removed, and then they are classified by products, such as agricultural films, packaging films, shoe soles, hollow containers or other varieties. According to the appearance identification method, please refer to the following table.
| Name | by Eyes | by Nose | by Hand Touch | by Ears |
| PE | LDPE is white wax; HDPE is white and transparent; floating in water. | Odorless | Waxy smooth feel;traces after scratching;flexible film can be stretched. | Low sound after fall |
| PP | White translucent; floating in water | Odorless | Smooth, no marks after scratching, not easy to break | Loud after fall |
| PS | Glass-transparent, matt, sinking in water | Odorless | Smooth, brittle, easy to break | Metallic sound from fingernails |
| ABS | Opaque, matt, sinking in water | Odorless | Good rigidity, not easy to break | Crisp |
| PA | When heated to 250 ℃, it is water-like and sinks in water. | Odorless | Hard surface, hot, not easy to break | Low sound |
| PVC | Good chemical resistance, sinking in water | Vary as per types | Hard products become soft when heated to 50°C;Soft products will sag | Hard products clink;Soft products are silent |
| PMMA | Glass-transparent, sinking in water | Odorless | Bendable when heated to 120°C, hard and not brittle | There is a dull sound when flicking with fingers |
Separation with Sorting Machineries
This is suitable for the separation of large-scale waste plastics. It mainly includes wind screening method, density separation method, electrostatic separation method, dissolution separation method and low temperature separation method, etc.
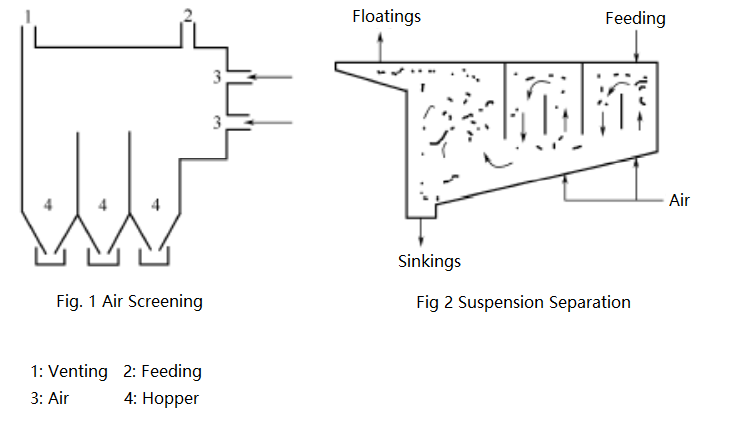
The wind screening is one of the simplest mechanical separation methods, as shown in the Fig 1. In the screening room, the crushed waste plastics are fed in from above, and the air is sprayed inside from the lateral direction, and the plastics are screened by their own weight and resistance to air. Since the specific gravity is affected by the size and shape of the volume, this method is difficult to achieve strict screening. When selecting wastes with different specific gravity, the effect is better, and it can be used as a device for the primary selection process.
Density separation is carried out using the ups and downs of plastics in liquids. This method is not limited by the shape or size of waste plastics, so it is beneficial to separate and smash non-uniform wastes. Generally, water is used as the specific gravity liquid. Fig 2 is a schematic diagram of the suspension separation device. Since plastics are hydrophobic, they sometimes float on the water surface with air bubbles, which will affect the separation effect. Therefore, sodium lignosulfonate is often used for surface-active lubrication of plastics before separation. There are multiple kinds of plastics that are lighter or heavier than water so it can only separate roughly.
The separation of plastics with different charged characteristics after electrostatic induction is called electrostatic separation. In this method, the dried pulverized material is charged with high-voltage electricity, and then it is screened between electrodes. It is especially suitable for the separation of metal and plastic of wire and cable. A similar method is also the magnetic separation method, which uses magnets to remove iron impurities.
Dissolution separation method uses organic solvent as the separation medium, extracts valuable and reusable components with selected solvent and then obtains pure resin product from the recovered liquid.
The low-temperature separation method uses the principle that various plastics are embrittled at different low temperatures and are easily crushed. By changing their temperature in stages, they can be targetedly crushed and at the same time to achieve the purpose of separation.
There are many kinds of recycling productions for separation, cleaning, recycling and regeneration of waste plastics. Some are specially designed for separation, some are used for separation and cleaning, and some are one-stop production of cleaning, reusing and production of recycled products. In the cleaning and recycling production line, the separated waste plastics of different sizes are first sent to the crusher for crushing, and then the sediment and dirt are washed away by the water washing device, and finally dried and stored. The density separation method can also be used to automatically separate PVC and PE. The density of PVC is greater than that of water and falls at the bottom of the water separation device. The density of PE is lower than that of water and floats on the upper part of the separator. After decontamination, oil and metal removal, the recycled bottles can be directly fed into the vented extruder.
Process and Equipment
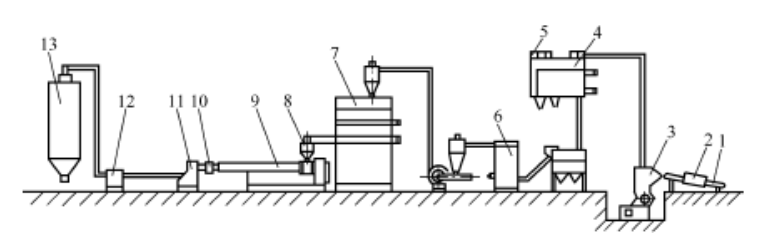
The flow chart of waste plastic recycling and extrusion process is as follows:

The above is a typical recycling line. The sorted waste plastics are put into the conveyor belt at the beginning of the production line, and recycled pellets are produced at the end and are sent to the silo for storage. Crusher includes hard material crusher, film material crusher, pulverizer and other types. No matter which type of crusher is used, there are two factors that affect the output of the production line. One is the screen/filter. The output increases with the increase of the mesh size. The other is the crusher blade which is a consumable part. Its quality and design directly affect the productivity. The longer the blade works, the lower the crusher efficiency. Extrusion, plasticization, homogenization and degassing are all completed in the extruder.
The following points should be mainly taken into consideration for an extrusion equipment.
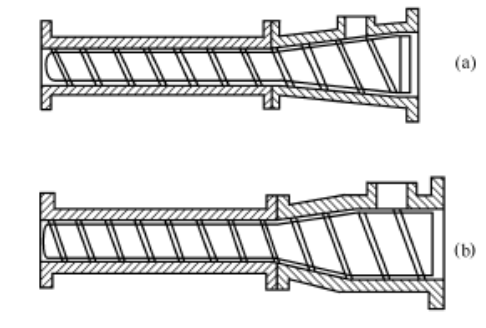
1. Due to the high moisture content of waste plastics, especially hygroscopic polymers, the extruder should be a vented single-screw or twin-screw extruder. In the single-screw extruder, the screw structure has various forms, including ordinary three-section screw, and large-sized screw with increased diameter of the feeding section, as shown in the figure below: (a) the feeding section is conical; the homogenizing and metering sections are cylindrical; (b) the feeding section is cylindrical, the transition section is conical, and the metering section is cylindrical.
There is also a kind of pitch-varying screw in the feeding section as shown in the figure below.
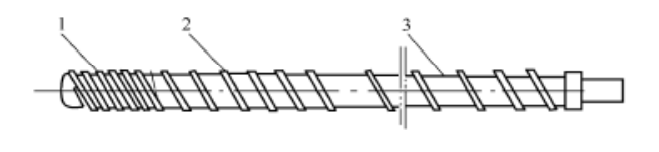
In order to promote the melting of the recycled material and produce a good compression effect, the helix angle in the feeding section is gradually increased from 17.8° to 20°, and a mixing and shearing structure is designed at the screw head. A twin-screw extruder is fairly suitable for the extrusion of waste plastics that need to be compounded, filled, reinforced or modified.
2.Since waste plastics are loose materials, it is very important to increase the feeding capacity of the extruder, especially the single-screw extruder must add a forced feeder at the feeding port.
3.The waste plastic melt will undoubtedly contain a certain amount of impurities. To obtain a high-quality melt, it is necessary to install a screen changer or filter in the extruder. The purpose of granulation is to form granules of uniform size and shape for the production of the final recycled product. The pellet diameter is generally 3 to 5 mm, and the length is 1.5 to 3 mm. The granulation process mainly includes cold granulation and hot granulation. The cold granulation method is to extrude a plurality of strips from the die, and after water cooling and water removal, enter the cold granulator for granulation. The hot granulation method is to directly install an air-cooled or water-cooled granulation die on the extruder for granulation, and store the granules after drying.
Leave us a comment below for a further discussion or contact us for further clarification.