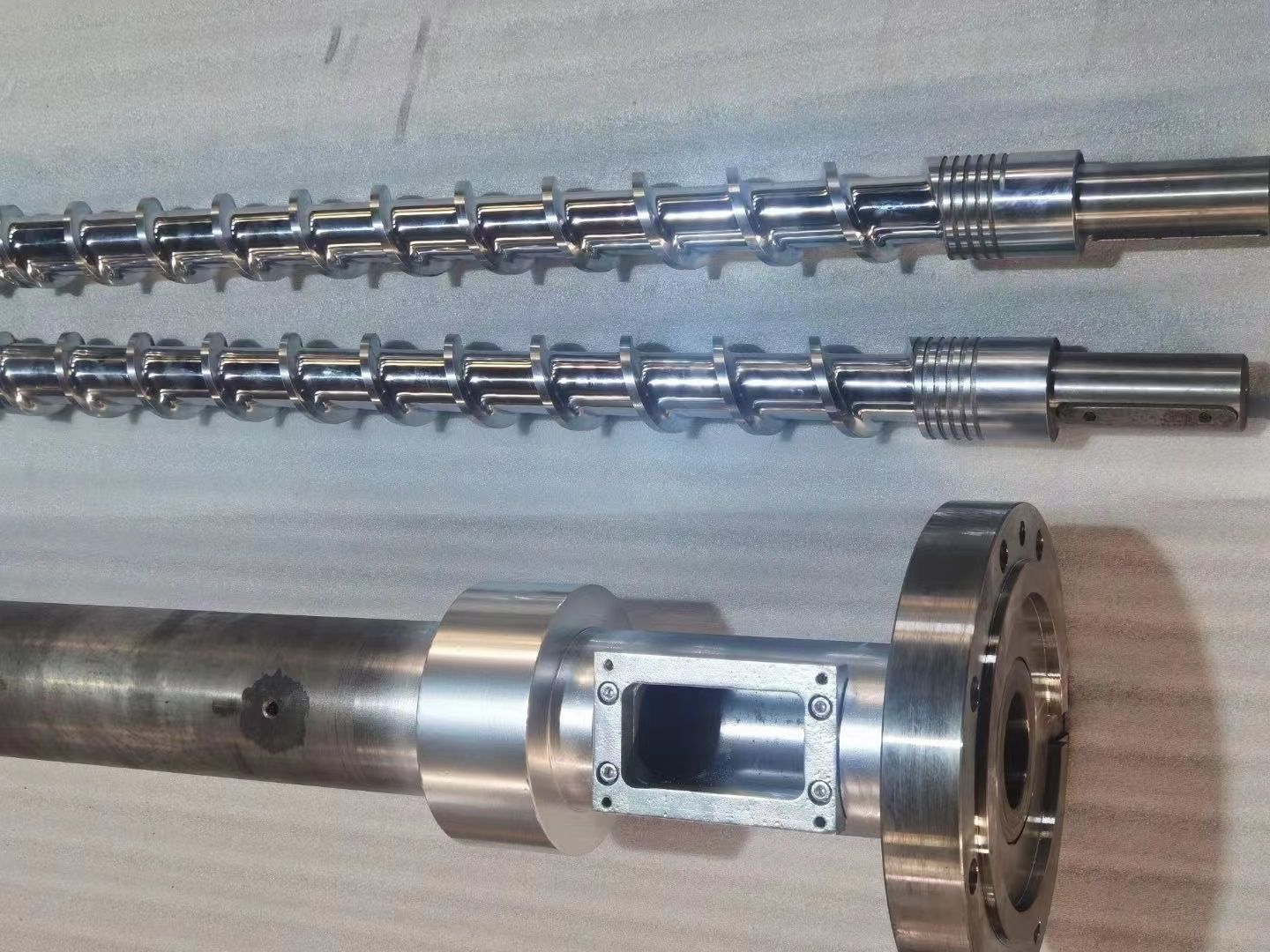
The screw diameter is used to indicate the size of the extruder, which in a certain sense indicates the output of an extruder. The screw diameter can generally be reasonably selected according to the sectional area of the product, the processing performance of the material and the required productivity and processing capacity, that is, the selection of the extruder model.
The diameter of the extruder screw has been serialized like 30mm, 45mm, 65mm, 90mm, 120mm, 150mm, 200mm and other specifications. The most widely used screw diameter is 65-150mm. Normally a large-diameter screw should be used for products with a large cross-sectional area and a small-diameter screw should be used for products with a small cross-sectional area.